




שטאָל פּלאַץ ראַם געמעל פּראָצעס
פּיינט:
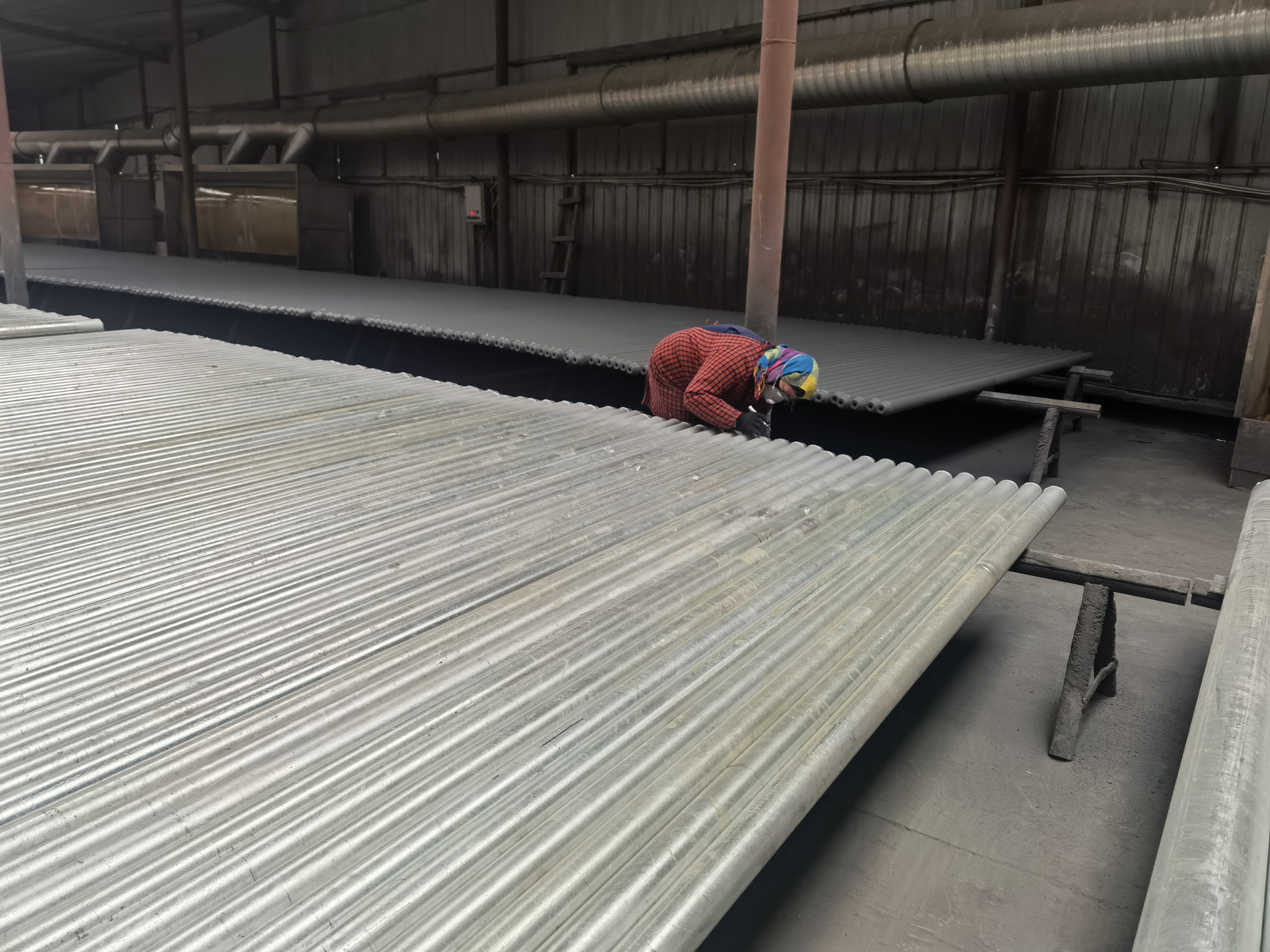
נאָך די זשאַווער באַזייַטיקונג, די ייבערפלאַך פון די קאַמפּאָונאַנץ זאָל זיין קלינד מיד, און די אַנטי-זשאַווער פּיינט זאָל זיין ספּרייד.
די רעקווירעמענץ זאָל זיין אין לויט מיט די פּלאַן רעגיאַליישאַנז, און די געמעל פּראָצעס זאָל זיין דורכגעקאָכט לויט די אָפּעראַציע אינסטרוקציעס און די קאָראַספּאַנדינג ווערייאַטיז פון פּיינץ און לימעד מאַניואַלז.די אַמביאַנט טעמפּעראַטור און הומידיטי בעשאַס געמעל זאָל זיין קאַנטראָולד דורך אַ טערמאַ-כייגראָומעטער צו ענשור אַז די רעקווירעמענץ פון די קאָראַספּאַנדינג ווערייאַטיז פון פאַרב טעכנאָלאָגיע זענען באגעגנט.די גרעב פון ספּרייינג עס איז אָפּגעשטעלט און קאַנטראָולד דורך אַ גרעב מאָס, און די גרעב פון יעדער פאַרב זאָל זיין קאַנטראָולד לויט די לימעד מאַנואַל.נאָך געמעל, אַ ספּעציעל מענטש זאָל מאַכן אַ צייכן לויט די באדערפענישן פון די דראַווינגס.די הויפּט מאַרקס פון די קאַמפּאָונאַנץ אַרייַננעמען די פֿאַרזאַמלונג נומער, די הייך רעפֿערענץ פונט, די צענטער שורה פון די פֿאַרזאַמלונג רעפֿערענץ שורה און די כאַנגגינג פונט.